
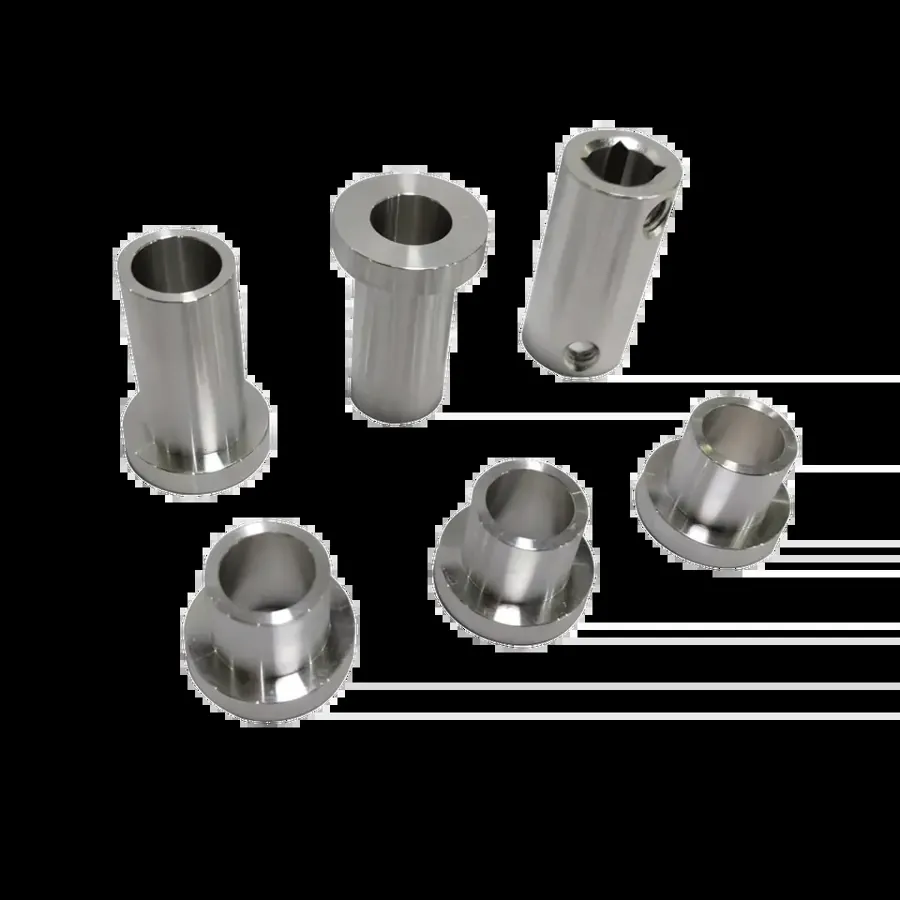

In turning, the part spins while a fixed tool removes material — the natural process for anything cylindrical. Mill-turn machines add driven tools so a finished shaft with flats, cross-holes and threads can leave the lathe in one operation, which is where both accuracy and savings come from.
Capabilities at a glance
| Parameter | Range |
|---|---|
| Machines | CNC lathes · mill-turn · Swiss-type |
| Diameter range | Ø2 – Ø320 mm |
| Max length | ≈ 600 mm |
| Roundness | ≈ 2 – 5 µm |
| Concentricity | ≈ 0.01 mm (single setup) |
| Surface finish | Ra 0.8 – 1.6 µm |
Design for lower-cost turning
- Add a small undercut at shoulders so the tool can finish a clean face without leaving a radius where you need a sharp corner.
- Keep deep bores under about 3x diameter; deeper bores need special boring bars and run slower.
- Avoid very thin walls on long parts — they deflect away from the tool and lose roundness.
- Specify thread class only as tight as the fit needs; over-tight classes add gauging time.
Related
Non-round features are milled; see the tolerance reference for realistic roundness and diameter callouts.